深孔钻削方法
当采用标准麻花钻、特长麻花钻钻削深孔时,一般都采用分级进给的加工方法,即在钻削过程中,使钻头加工一定时间或一定深度后退出工件,借以排除切屑,并冷却刀具,然后重新进刀或退刀,直至加工完毕。这种加工方法适用于加工直径较小的深孔,但生产率和加工精度都比较低。
分级进给除了手动控制外,还有自动循环控制,常用以下几种方法:
当采用各种类型的深孔钻头,并配备相应的钻杆、传动器、导向系统、切削液输入器等,在深孔机床上实现一次进给的加工深孔时,有内排屑和外排屑两种形式,其生产率、加工直线度及表面粗糙度都优于利用麻花钻采用分级进给的加工方法。
深孔钻削的注意事项:
1、机床主轴、刀具导向套、刀杆支承套等中心线的同轴度误差,一般不大于0.02mm。
2、切削液系统要畅通,工作压力和流量应达到额定值。
3、工件的加工端面上不应有中心孔,端面不可歪斜,避免在斜面上钻孔。必要时应有引导孔。
4、钻削中排屑应正常。若发现异常应及时退刀,停检查。
5、应尽量避免在加工过程中停车。若必须停车,则应先停止进给,将刀具退回一段距离,然后停止油泵,以防刀具被咬在孔中。
6、若钻孔速度较高,在孔钻通前,应降低进给量(降为原进给量的1/2),以防损坏钻头、损伤工件。
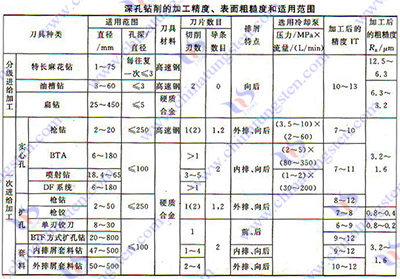
深孔钻削的加工精度、表面粗糙度和适用范围
厦门中钨在线科技有限公司一直致力于生产高质量的硬质合金产品,如果您有任何相关的问题或者询价,欢迎致信sales@chinatungsten.com, sales@xiamentungsten.com, 或致电:0592 5129696