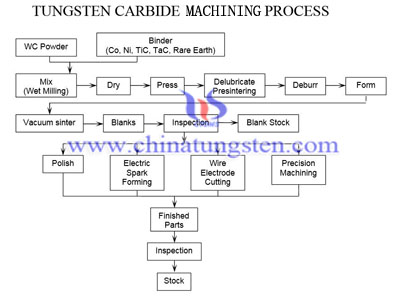
Карбид вольфрама Обработка начинается с составом определенного карбида вольфрама порошковой смеси - специально для применения.Порошок карбида вольфрама уплотняется в форме.
В высокотемпературной печи для спекания, структура карбида вольфрама заготовки имеет форму в точных температурах строго определенных периодов. В течение этого термообработки, карбид вольфрама заготовки претерпевает усадку примерно на 50% по объему.Карбид вольфрама получает свое окончательное отделки дополнительной шлифовки, притирки и / или полировки процессов.
 |
Карбид вольфрама твердый и ломкий с низкой теплопроводностью и низким тепловым расширением.Высокая устойчивость к абразивному износу и высокой температурой плавления являются основной причиной выбора этих материалов для большого количества приложений, таких как обработки инструментов и штампов материал. Твердость WC + Co, прежде всего, зависит от среднего размера зерна и содержание кобальта. Трудность при обработке цементированного карбида вольфрама происходит от тепловой нагрузки. Микротрещины увеличиваются, что приводит к макро трещины и фрагментации. Это может быть отнесено к низким тепловым расширением, теплопроводности и хрупкости, которые создают высокую тепловую нагрузку. Как правило, охлаждение и удаление частиц с трещинами трудно. В целях развития оптимальный процесс обработки для желаемого ответа обработки, были использованы L9 Тагучи ортогональным Array (ОА). Такое ортогональное массив используется для оптимизации следующих переменных; Пикового тока (IP), пульс по времени (ON), пульс времени выключения (OFF) и GAP-напряжение (GAP).
Карбид вольфрама (WC) является чрезвычайно трудно и трудно-обрабатываемого материала широко используется в производстве из-за его превосходной износа и коррозии. Кроме того алмазных взимается шлифовальных кругов, микро-EDM является эффективным методом обработки этой чрезвычайно жесткий и хрупкий материал. С микро-EDM в более общем электротермического процесса, подается энергия от генератора импульсов является важным фактором, определяющим производительность процесса микро-EDM. Это исследование исследует влияние основных рабочих параметров на производительность микро-ЭДМ WC с упором в получении качества микроотверстий в обоих транзисторов и генераторов RC типа. Экспериментальные исследования проводились с целью получения высококачественных микроотверстия в туалет с небольшой искровой промежуток, лучше размерной точности, хорошей отделкой поверхности и округлости. В микро-EDM, изготовление микро-деталей требует минимизации энергии импульса, подаваемого в зазор, который может быть выполнен с помощью RC-генератора. Было отмечено, что RC-генератор может производить более качественные микроотверстий в туалет, с ободом, свободной от заусенцев, как переделать слоя, хорошей размерной точности и тонкой округлости. Кроме того, чем меньше мусора образуется из-за низкой энергии разряда в RC-типа микро-EDM может быть легко вымываются из обработанной области, в результате чего поверхности, свободной от заусенцев и переосаждали расплавленного металла. Таким образом, RC-типа микро-EDM может быть более подходящим для изготовления микро-структуры в туалет, где точность и чистота поверхности являются первостепенной важности.
CHINATUNGSTEN ONLINEспециализируется на производстве вольфрамовой продукции, особенно цементированных изделий из карбида для более чем 20 лет. Если у вас есть какие-то запросы, касающиеся продуктов в этом сайте, пожалуйста, не стесняйтесь, пишите нам на: sales@chinatungsten.com
Tungsten Information[Tungsten Information ][Tungsten Catalogs][Tungsten Dictionary]
[Tungsten News][Tungsten Videoes Bank][Tungsten Pictures' Bank][Tungsten Directory]
Chinatungsten Group[ChinaTungsten] [Tungsten Alloy Manufacturer] [Tungsten News] [Paper Weight] [Tungsten Copper] [Tungsten] [Molybdenum Products] [Tungsten Alloy]
[Tungsten Carbide Jewellery] [Tungsten Dart] [Dart Shop] [Tungsten Fishing Sinker] [Tungsten Powder] [Tungsten Metal] [Metals Price]
Address: 3F, No.25 WH Rd., Xiamen Software Park Ⅱ, FJ 361008,China
Phone:+86-592-5129696,+86-592-5129595;Fax:+86-592-5129797;Email:sales@chinatungsten.com
Certified by MIIT:闽B2-20090025 闽ICP备05002525号-1
Copyright©1997 -
ChinaTungsten Online All Rights Reserved