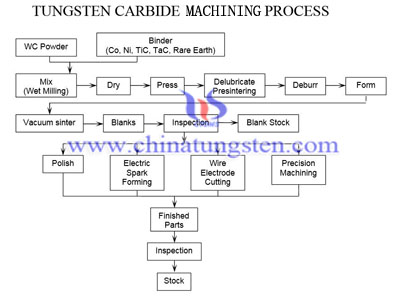
Tungsten karbür işleme, uygulama için özel olarak hazırlanmış spesifik bir tungsten karbür tozu karışımının bileşimi ile başlar. Tungsten karbür tozu bir forma sıkıştırılmıştır.
Yüksek sıcaklıktaki bir sinterleme fırınında, boşluğun tungsten karbür yapısı kesin olarak tanımlanmış süreler için kesin sıcaklıklarda şekillendirilir. Bu ısıl işlem sırasında, boş tungsten karbür hacmi% 50 civarında bir daralma geçirir. Tungsten karbür komponent, son bileme işlemini ek taşlama, lepleme ve / veya parlatma işlemleriyle kazanır.
 |
Tungsten karbür, düşük termal iletkenlik ve düşük termal genleşme ile sert ve kırılgandır. Aşındırıcı aşınmaya karşı yüksek direnç ve yüksek erime noktası, bu malzemelerin, işleme aleti ve kalıp malzemesi gibi çok sayıda uygulama için seçilmesinin ana nedenidir. WC + Co'nun sertliği temel olarak ortalama tane büyüklüğüne ve kobalt içeriğine bağlıdır. Çimentolu tungsten karbürü işlerken yaşanan zorluk termal gerilmeden kaynaklanmaktadır. Mikro çatlaklar genişler ve bu da makro çatlaklara ve parçalanmaya yol açar. Bu, yüksek bir termal stres yaratan düşük termal genleşme, termal iletkenlik ve kırılganlık olarak adlandırılabilir. Genel olarak, çatlak parçacıkların soğutulması ve uzaklaştırılması zordur. İstenen işleme tepkisi için en uygun işleme işlemini geliştirmek için, L9 Taguchi Orthogonal Array (OA) kullanıldı. Bu ortogonal dizi aşağıdaki değişkenlerin optimizasyonu için kullanılır; Zirve Akım (IP), darbe AÇMA Zamanı (AÇIK), darbe KAPALI Zamanı (KAPALI) ve Aralık Gerilimi (GAP).
Tungsten karbür (WC), üstün aşınma ve korozyon direnci nedeniyle imalatta yoğun olarak kullanılan, sert ve kesimi zor bir malzemedir. Elmas yüklü taşlama disklerinin yanı sıra, mikro-EDM, bu son derece sert ve kırılgan malzemenin işlenmesinde etkili bir yöntemdir. Mikro-EDM daha genel olarak bir elektro-termal işlem olduğundan, bir puls üretecinden sağlanan enerji, mikro-EDM işleminin performansını belirleyen önemli bir faktördür. Bu çalışma, ana transmisyon parametrelerinin, hem transistör hem de RC tipi jeneratörlerde kaliteli mikro delikler elde etmeye odaklanan WC'nin mikro-EDM performansı üzerindeki etkisini araştırmaktadır. Küçük kıvılcım aralığı, daha iyi boyutsal doğruluk, iyi yüzey kalitesi ve dairesellik ile WC'de yüksek kaliteli mikro delikler elde etmek için deneysel araştırmalar yapıldı. Mikro-EDM'de, mikro parçaların imalatı, RC-üreteci kullanılarak yerine getirilebilecek boşluğa verilen nabız enerjisinin en aza indirilmesini gerektirir. RC-jeneratörünün, WC'de çapak benzeri tekrarlama katmanı içermeyen, iyi boyutsal hassasiyet ve ince daireselliği olmayan jant ile daha iyi kalitede mikro delikler üretebildiği görülmüştür. Ayrıca, RC tipi mikro-EDM'de düşük deşarj enerjisi nedeniyle oluşan daha küçük döküntüler, işlenmiş alandan kolayca temizlenebilir ve yüzeyde çapak ve sertleştirilmiş erimiş metal bulunmaz. Bu nedenle, RC tipi mikro-EDM, doğruluk ve yüzey son işleminin çok önemli olduğu WC'deki mikro yapıların imalatı için daha uygun olabilir.
Daha fazla bilgi>>
1.Tungsten karbür
2.Tungsten karbür çubuk
3.Tungsten karbür Çubuk
4.Tungsten Karbür Nozulu
5.Tungsten Karbür Düğmesi
6.Tungsten Karbür Uçlar
CHINATUNGSTEN ONLINE farklı özelliklerde tungsten karbür testere bıçağı üretip tedarik edebilmektedir. Tungsten karbür testere bıçağına ilgi duyuyorsanız, lütfen bize e-posta göndermekten çekinmeyin:
sales@chinatungsten.com
Tungsten Information[Tungsten Information ][Tungsten Catalogs][Tungsten Dictionary]
[Tungsten News][Tungsten Videoes Bank][Tungsten Pictures' Bank][Tungsten Directory]
Chinatungsten Group[ChinaTungsten] [Tungsten Alloy Manufacturer] [Tungsten News] [Paper Weight] [Tungsten Copper] [Tungsten] [Molybdenum Products] [Tungsten Alloy]
[Tungsten Carbide Jewellery] [Tungsten Dart] [Dart Shop] [Tungsten Fishing Sinker] [Tungsten Powder] [Tungsten Metal] [Metals Price]
Address: 3F, No.25 WH Rd., Xiamen Software Park Ⅱ, FJ 361008,China
Phone:+86-592-5129696,+86-592-5129595;Fax:+86-592-5129797;Email:sales@chinatungsten.com
Certified by MIIT:闽B2-20090025 闽ICP备05002525号-1
Copyright©1997 -
ChinaTungsten Online All Rights Reserved